-

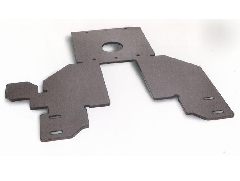
不同材料如何進(jìn)行江門激光切割加工
2020-12-31 808
1不銹鋼:激光切開加工不銹鋼需求運(yùn)用氧氣,在邊緣氧化沒關(guān)系的情況下;運(yùn)用氮?dú)庖缘玫綗o氧化無毛刺的邊緣,就不需求再作處理了。在板材外表涂層油膜會(huì)得到更好的穿孔效果,而不下降加工質(zhì)量。 2鋁:雖然有高反射率和熱傳導(dǎo)性,厚度6mm以下的鋁材能夠切開,這取決于合金類型和激光器才干。當(dāng)用氧切開時(shí),切開外表粗糙而堅(jiān)硬。用氮?dú)鈺r(shí),切開外表滑潤。純鋁由于其高純非常難切開,只有在 光纖激光切開機(jī)系統(tǒng)上安裝有“
-
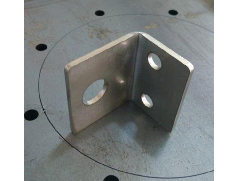
江門激光切割加工有哪些常用方式
2020-12-25 685
數(shù)控生產(chǎn)中金屬激光切開加工是現(xiàn)在比較常用的操作模式,在詳細(xì)的細(xì)分中,金屬激光切開加工一般來說會(huì)有首要三種方式。 (1)升華切開 在高功率密度激光束的加熱下。δ0.5mm~δ6mm板材的表面溫度會(huì)迅速升至沸點(diǎn)溫度。部 分資料汽化成蒸汽消失.部分資料作為噴出物從切縫底部被輔佐氣流吹走。切開氣體一般用氮?dú)?N2)或氬氣(Ar)。常用空氣或氮?dú)庾鳛檩o佐氣體,每個(gè)脈沖 激光只發(fā)生小的微粒噴發(fā)。逐漸深
-
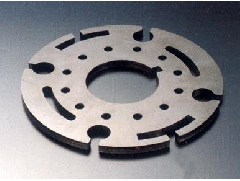
江門激光切割加工精度的影響因素
2020-12-25 698
哪些因素會(huì)影響激光切開加工的精度?光纖激光切開加工的精度是由加工機(jī)特性、光線質(zhì)量、加工情況而決議計(jì)劃的整體精度。 一、有關(guān)尺度改變 即便依照程序流程開展激光切開,也是有加工產(chǎn)品不能滿足精度規(guī)定的情況。因而依據(jù)不一樣的情況采用防范措施。 1、加工產(chǎn)品的全體人員尺度有改變 它是由于創(chuàng)口上激光器聚焦點(diǎn)直徑和其周邊點(diǎn)燃地區(qū)發(fā)生的創(chuàng)口總寬所損害的。 雖然在同樣規(guī)范下,對(duì)同樣的加工物,應(yīng)用
-

江門激光切割加工有哪些常見問題
2020-12-25 763
1、金屬激光切開機(jī)穿孔手藝 熱切開手藝,除少數(shù)狀況能夠從板邊緣開端外,一般都在板上穿一個(gè)小孔。之前在激光沖壓復(fù)合機(jī)上是用沖頭先沖出一個(gè)孔,然后再用激光從小孔處開端進(jìn)行切開。關(guān)于沒有沖壓設(shè)備的激光切開機(jī)有兩種穿孔的基本方法: 爆炸穿孔——資料經(jīng)接連激光的照射后在中 心構(gòu)成一個(gè)凹坑,然后由與激光束同軸的氧流很快將熔融資料丟掉構(gòu)成一個(gè)孔。一般孔的巨細(xì)與板厚有關(guān),爆炸穿孔均勻直徑為板厚的一半,因而
-
江門激光切割加工毛刺是怎樣產(chǎn)生的
2020-12-25 784
激光切開機(jī)在板金加工中早已遍及,制成品切開質(zhì)量高,已變成板金加工站的規(guī)范配置。但一些顧客在使用使用激光切開機(jī)時(shí),切開出去的工件毛刺多,很多人認(rèn)為是激光切開加工中商品的產(chǎn)質(zhì)量量問題,實(shí)際上不以為然。 在板金加工全過程中,使用激光切開機(jī)的氣體純凈度、基本參數(shù)等,都是危害到出產(chǎn)加工質(zhì)量,機(jī)器設(shè)備+氣體+主要參數(shù),調(diào)理到佳,切開出去的工件是沒有毛刺的。 毛刺是怎樣形成的? 實(shí)際上毛刺就是說金屬復(fù)
-
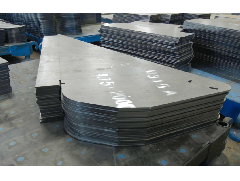
江門鈑金開料告訴你如何進(jìn)行切開處理
2020-12-25 714
為了使資料的運(yùn)用范圍加大,大部分的鈑金件都會(huì)進(jìn)行鈑金件加工的處理。這樣便能夠改變鈑金件的形狀或是功能,所以挑選鈑金件加工的人開端越來越多。在鈑金件加工中較為重要的便是進(jìn)行切開的處理,這個(gè)步驟關(guān)于加工處理而言也是十分重要的。 那么在鈑金件加工中該如何進(jìn)行切開處理呢? 鈑金件加工中的切開處理不僅僅是關(guān)于形狀進(jìn)行改變關(guān)于厚度等方面都是能夠進(jìn)行處理的,這樣在不同的狀況之下運(yùn)用所呈現(xiàn)出來的效果也是不